2022-12-07
Himonia Classic | A powerful tool for coatinging wooden doors after repeated trials, water-based color correction base
More
With the rise of full decoration and fine decoration of commercial houses and the full coverage of the "lifelong responsibility system" in the construction industry, there is an urgent demand for "real" flame-retardant floors in the market.
Himonia Flooring Division has 18 years of experience in the research and development of wood product coatings and has strategic cooperative relationships with most well-known domestic brand flooring manufacturers. In response to flame retardant needs, our company has used its excellent independent research and development capabilities to create a series of high-performance UV-flame retardant coatings with high hardness, high wear resistance, and excellent flame retardant properties.
background
Solid wood flooring and solid wood composite flooring are very popular because of their natural wood grain and comfortable foot feel, and are widely used in homes and high-end public places. However, as a combustible material, wooden floors are spread in every corner of the room. Once a fire breaks out, it will promote the spread of the fire and is also extremely detrimental to fire escape. The country has mandatory standards for the flame retardant grade of indoor floor covering materials. According to GB According to the 50222-2017 "Code for Fire Protection Design of Interior Decoration of Buildings", the flame retardant grade of floor covering materials in public buildings and ordinary residences should reach B1 level, while ordinary solid wood and solid wood composite floors can only reach B2 level.
At present, the flame retardant methods for solid wood flooring are mainly divided into two categories:
| ||
|
According to the "three elements" theory of combustion and the determination method of floor flame retardant grade (GB 8624), surface coating with flame retardant is undoubtedly one of the most effective, convenient and lowest-cost methods. UV curable coatings have become one of the main coating categories for solid wood and solid wood composite floors due to their high solid content, fast curing speed, and simple coating process.
Flame retardant mechanism
The flame retardant used in this series of products is a halogen-free system compound flame retardant. The flame retardant has a neutral pH and is non-toxic and harmless. It does not contain internationally banned and EU substances of very high concern (SVHC) and other compounds that are harmful to human health. It does not release harmful substances and is not corrosive to glass, metal or the human body. .
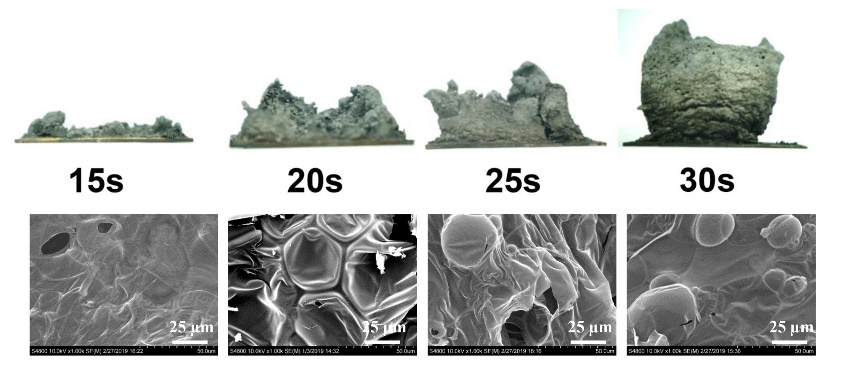
Macroscopic and microstructural changes of flame retardant primer at 800℃
The flame retardant coating is a flame retardant primer, which is made of high-performance UV resin and intumescent flame retardant. It takes into account both hardness and wear resistance. When the wood product encounters fire, the flame retardant in the flame retardant primer will Foaming forms a porous carbon layer, which blocks the diffusion of oxygen and heat, controls the spread of fire, reduces the heat release of the material, and plays an obvious role in flame retardancy and smoke suppression.
implementation process
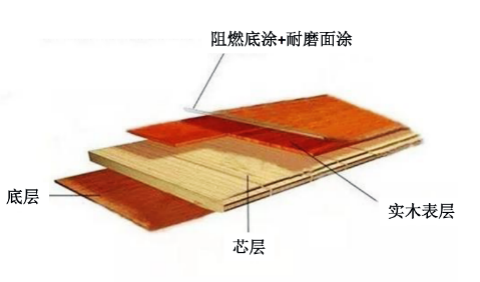
Schematic diagram of flame retardant solid wood composite flooring structure
As shown in the figure, flame-retardant solid wood composite flooring is realized through the process of ordinary floor substrate + flame-retardant primer + wear-resistant top coating.
Performance Testing
Evaluation parameters of floor flame retardant grade with different coating amounts | ||||
Coating amount/ (g/m²) | CHF/ (kW/m²) | Flame extinguishing time/s | Flame extinguishing method | Flammability rating |
50 | 5.14 | 1775 | Naturally extinguished | B1C |
75 | 9.34 | 1356 | B1B | |
95 | 9.53 | 971 | B1B | |
The "critical radiant flux" test was conducted on flame-retardant floors with flame-retardant primer coating amounts of 50g/m², 75g/m², and 95g/m². The combustion levels of the flame-retardant floors with the three coating amounts all met B1 of the floor covering material. requirements for grade flame retardant materials.
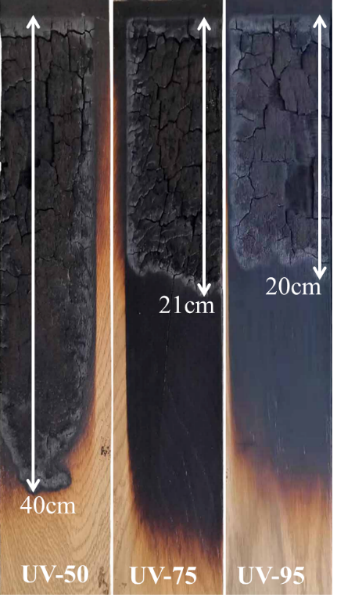
Carbonization status of floor samples with different coating amounts after radiation flux test
In the additional level test, the smoke production of the three products was 40-70%·min, which was far less than the standard value of 750%·min, and was judged to be S1 level.
The water resistance test results of the flame-retardant floor samples with three coating amounts are shown in the figure below. After being soaked in water at 70°C for 2 hours, the floor samples with three different coating amounts showed that only the edges and surface ravines appeared. White, no peeling off. In addition, the adhesion, hardness and wear resistance of the coating film all meet LY/T Relevant requirements of 1859-2020 "Antique Wood Flooring".

Photos after water resistance test of samples with different coating amounts
This series of high-performance UV-flame-retardant coatings have high hardness, high wear resistance, flame-retardant properties in line with B1B and B1C levels, and the process operation is simple, which can meet the needs of different floor styles.






